The first detectors for the new instrument are now being assembled by the Detector Assembly Lab in STFC's Technology Department having been designed by the ISIS Detector Design Division. They will soon be tested by the ISIS Detector Systems Group. The first bank of detectors to be assembled is Bank 2 of 4, which includes 14 of the 46 detectors that the new instrument will have. All the detector banks use detectors based on two layers of wavelength-shifting fibres.
This technology is well established and are already in use at ISIS in several instruments such as SXD, and the new IMAT detectors. However, all the banks have different engineering challenges. Banks 2 and 3 have a faceted surface, with the fibres following a v shape, whereas banks 1 and 4 will have the fibres in a circular arrangement.
Each detecting surface is made up of a base plate with two layers of fibres sandwiched between scintillators, leading to two fibres in each pixel. To produce the v shape, the fibres are held in place by 3D-printed supports at either end, and in the middle. Originally, these supports were made of rigid 3D printed polymer, but needing to pull the fibres through this rigid structure required the holes to be large enough that subsequent threading caused movement that left the fibres in the wrong place.
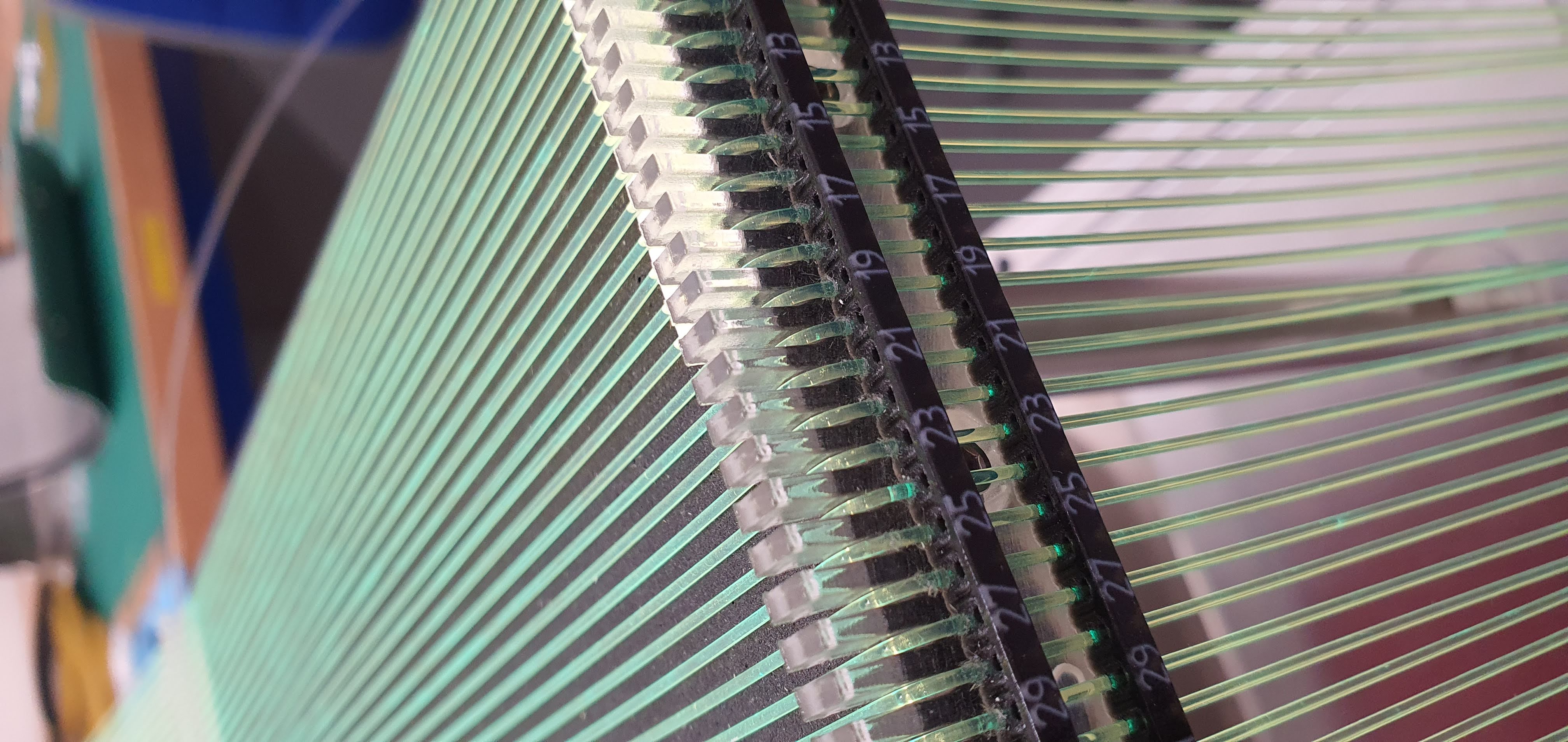 Instead, the IDD Detector Design Division used a multi-material polyjet 3D printer (managed by Metrology and Additive Manufacturing division) that allowed them to print supports that were a combination of hard polymer and rubber, so the fibres can be held in a smaller hole without damaging them. As an added benefit, the supports can be printed to include the numbering necessary for labelling each of the fibres, as shown in the image on the right.
Instead, the IDD Detector Design Division used a multi-material polyjet 3D printer (managed by Metrology and Additive Manufacturing division) that allowed them to print supports that were a combination of hard polymer and rubber, so the fibres can be held in a smaller hole without damaging them. As an added benefit, the supports can be printed to include the numbering necessary for labelling each of the fibres, as shown in the image on the right.
Another beneficial adjustment to the production method relates to the scintillator sheets. While previously they were cut out using a CNC drill bit, the group now uses a CNC Digital cutter that uses a blade instead, reducing waste.
During the assembly process, the Detector Systems Group perform several quality checks such as checking the scintillator shape and positioning, light loss in the fibres and surface polishing. Any modifications needed are then fed back into the design process before it moves to the next stage. Once assembly is complete, the Detector Systems Group will test the detectors using both portable neutron sources, and the ISIS neutron beam.
“The assembly process is very intricate and requires a lot of patience and attention to detail," explains Francesco Zuddas from the ISIS Detector Design Division. “In total for HRPD-X, we have ordered over 60 km of fibres – and all of this will need to be threaded by hand by our very skilled technicians!"
Throughout the build, there is continual feedback from the Detector Assembly Lab technicians to the Detector Design Division. This has led to several small changes to the design, which will then be carried over to the other detectors.
For bank 1, the group is currently testing methods for how to bend the fibres to produce sector shaped detectors. This bank will be a single huge detector in a vacuum, and its design will impact on that of the vacuum vessel it sits in.
Detectors have been manufactured and assembled in-house at ISIS Neutron and Muon source thanks to:
- Detector Systems Group
- Detector Systems Group – electronics section
- Detector Manufacturing Facility
- Metrology & Additive Manufacturing
- Composites and Materials Testing
- Instrument Design Division
- Detector Design Section
- Manufacturing Facilities Workshop